
RCO蓄热催化燃烧炉
RCO蓄热催化燃烧炉

蓄热式催化氧化装置(RCO)是在催化氧化和蓄热式焚烧法(RTO)的基础上,采用了一系列节能设计和材料选择继而发展成为现代先进的有机废气处理技术。它的先进性主要表现在:低温氧化(250~300℃)条件,避免了RTO由于高温(760~800℃)而产生NOx二次气态污染物,符合国际上越来越严格的环保法规要求,同时大幅降低运行温度使运行能量大量节约。
设备用途:
RCO用于有机废气的治理;适应于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合;应用行业包括石油、化工、橡胶、油漆、涂装、家具、印制铁罐、印刷等行业中产生的有机废气的净化处理,此外RCO还适应于污水处理站的除臭、烘箱产生的有机废气的净化处理,处理后的气体可回用,对设备加热,减少了烘箱需要的加热能量,达到节能减排的目的;
工作原理:
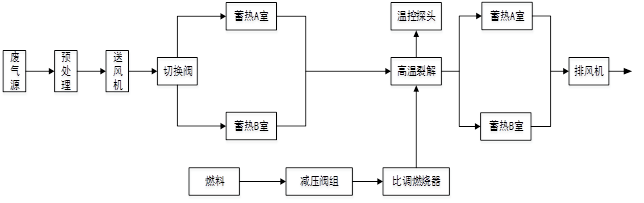
RCO工艺的原理是以较低温度有机废气(250~300℃)在催化剂的作用下将气态污染物完全氧化,其去除效率可达99%以上,同时热回收效率可以达到90%以上。RCO的热回收是利用陶瓷材料的高热传导系数特性作为热交换介质,以得到较完整的热能传导率。蓄热催化氧化装置在一个固定床反应器中把化学反应和蓄热热交换结合起来,大大提高了热能的利用率,反应热回收率高,达到节能减排功效。净化有机废气后的产物为无害的CO2和H2O,不会造成二次污染。在净化高浓度废气时可从反应器中部高温区移出部分反应热,能在净化废气的同时生产较高品位的热能而获得经济效益。对于简单可逆放热反应,由于出口温度较低从而可以得到比最优定态操作更高的单程转化率,对于复杂反应可以改善过程的选择性或提高收率。RCO催化燃烧设备内的催化剂采用贵金属蜂窝陶瓷催化剂,具有较强催化活性的特点,去除率≥95%以上 。
蓄热催化炉主要由内胆、外壳、催化剂、蓄热体、温度、压力传感器、旋转换向阀和防爆口等组成。
技术特点:
A、操作方便:设备工作时,实现自动控制。
B、能耗低:设备启动,仅需15~30分钟升温至起燃温度(有机废气浓度高时,运行耗能仅为风机功率)。
C、安全可靠:设备配有阻火除尘系统、防爆泄压系统、超温报警系统。
D、阻力小、净化效率高:采用先进的贵金属钯、铂浸渍的蜂窝陶瓷催化剂。
E、余热回用:余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。
F、使用寿命长:催化剂一般4年更换,并且载体可再生。
工艺流程图:
设备参数:
处理废气量 | 200~8000Nm³/h | ||||||||
处理对象 | 苯、酮、醇、醛、醚、酚、烷类等有机混合气体 (不含有磷、铋、砷、锑、汞、铅、锡、锌) | ||||||||
废气浓度范围 | 200~10000mg/m3(混合废气<1/4爆炸下限) | ||||||||
预热温度 | 200~300℃ | ||||||||
净化率 | ≥97% | ||||||||
产品型号 | HCH -20 | HCH -50 | HCH -100 | HCH -200 | HCH -300 | HCH -500 | HCH -800 | ||
处理风量(Nm3/h) | 200 | 500 | 1000 | 2000 | 3000 | 5000 | 8000 | ||
启动功率(KW) | 18 | 27 | 36 | 48 | 60 | 84 | 150 | ||
风 | 风量(m3/h) | 600 | 2706 | 3585 | 5737 | 6984 | 9474 | 12959 | |
全压(Pa) | 1667 | 1667 | 1726 | 1840 | 1844 | 2402 | 2402 | ||
功率(KW) | 2 | 4 | 4 | 5.5 | 5.5 | 11 | 15 | ||
联系我们
Contact Us
联系我们
Contact Us上海泽森环保科技有限公司 联系地址:上海市奉贤区南桥镇张翁庙路699弄12号 |  *
*
提交
|
